1 軋制定義
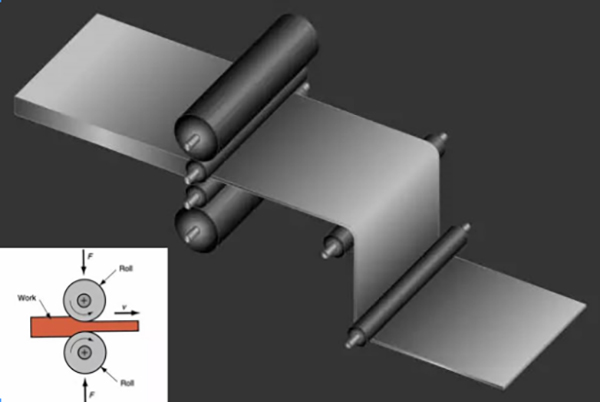
所謂軋制就是將金屬坯料通過一對旋轉(zhuǎn)軋輥的間隙��,受軋輥壓縮成型軋制使加工材料截面減小��,長度增加的壓力加工方法。其過程是由軋件與軋輥之間的摩擦力將軋件拉進(jìn)不同旋轉(zhuǎn)方向的軋輥之間使之產(chǎn)生塑性變形的過程��。當(dāng)前社會上使用的金屬材料�,特別是鋼鐵材料的塑性加工,百分之九十以上均是通過軋制來完成的�,因此軋制工程技術(shù)在冶金工業(yè)及國民經(jīng)濟(jì)生產(chǎn)中占有十分重要的地位。
2 軋制分類
· 按照產(chǎn)品類型可分為板帶軋制���、管材軋制��、型材軋制以及棒線材軋制四種基本類型;
· 按照生產(chǎn)工藝可分為熱軋和冷軋工藝;
· 按照厚度可分為薄板(厚度<4mm)��、中板(厚度4~20mm)�����、厚板(厚度20~60mm)����,特厚板(厚度>60mm、最厚達(dá)700mm) �����。而在實(shí)際工作中�,中板和厚板統(tǒng)稱為"中厚板"。
· 按軋件運(yùn)動可分為縱軋����、橫軋、斜軋���?���?v軋就是軋件在兩個旋轉(zhuǎn)方向相反的軋輥之間通過,并在其間產(chǎn)生塑性變形的過程��;橫軋是軋件在兩個旋轉(zhuǎn)方向相同的軋輥間��,作平行于軋輥軸線并與軋輥轉(zhuǎn)動方向相反的旋轉(zhuǎn)運(yùn)動�,只在徑向受到壓力加工的一種軋制方法;斜軋是軋件在旋轉(zhuǎn)方向相同�����、縱軸線相互交叉(或傾斜)的兩個或三個軋輥之間沿自身軸線邊旋轉(zhuǎn)��、邊變形�����、邊前進(jìn)的軋制�,它是介于縱軋和橫軋之間的一種軋制方式�。
3 軋制設(shè)備
冷軋鋼帶的軋制最初是在二輥、四輥軋機(jī)上進(jìn)行的�。隨著科學(xué)技術(shù)和工業(yè)的發(fā)展,需要更薄的帶材�,原有的四輥軋機(jī)已經(jīng)不能滿足這一要求,因?yàn)樗妮佨垯C(jī)的軋輥直徑比較大��,軋制時軋輥本身產(chǎn)生的彈性壓扁值往往比所要軋制的帶材弧度還要大。
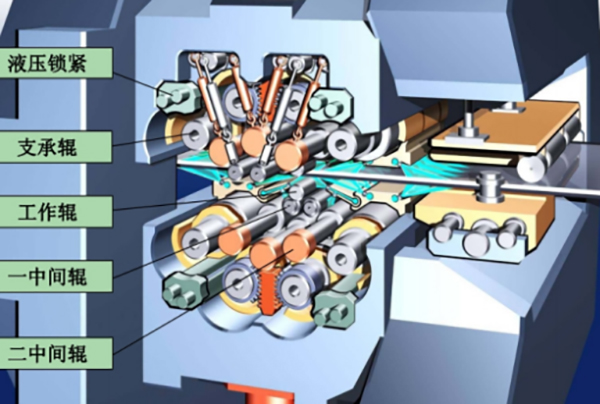
軋輥的彈性壓扁��,在單位壓力相同時����,與軋輥直徑成正比。當(dāng)軋輥材質(zhì)一定時�����,要減小軋輥的彈性壓扁值���,就必須縮小輥徑���;而軋輥輥徑的減小,相應(yīng)又會出現(xiàn)軋輥剛度不夠的問題�����。為了解決這一對矛盾�����,便出現(xiàn)了既具有小的軋輥直徑,同時又具有良好剛度的塔形支撐輥系的新型結(jié)構(gòu)軋機(jī)——多輥軋機(jī)����。
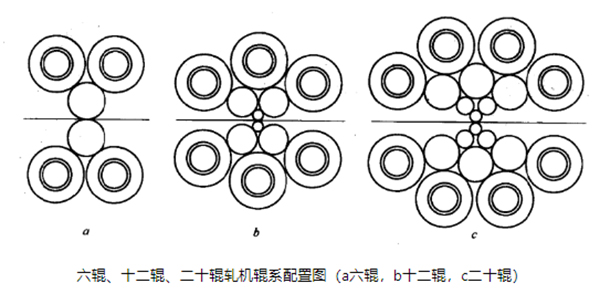
最初出現(xiàn)的多輥軋機(jī)是六輥軋機(jī),接著發(fā)展為十二輥軋機(jī)��、二十輥軋機(jī)��。其輥系配置圖如下圖所示����。
六輥、十二輥���、二十輥軋機(jī)輥系配置圖(a六輥,b十二輥����,c二十輥)
4 軋制工藝
軋制工藝一般包括:壓下制度、張力制度����、速度制度、輥形�。
(1)壓下制度 軋機(jī)的壓下制度,應(yīng)根據(jù)軋機(jī)的技術(shù)參數(shù)、軋制材料的力學(xué)性能�����、產(chǎn)品的質(zhì)量要求來指定���,同時還要考慮軋機(jī)生產(chǎn)能力要高���,能耗要低。
(2)張力制度 冷軋鋼帶的一個特點(diǎn)是張力軋制���,沒有張力就無法進(jìn)行鋼帶的冷軋�。張力可以降低軋制壓力�,改善板形,穩(wěn)定軋制過程����。張力制度對于鋼帶冷軋非常重要。多輥軋機(jī)中采用的單位張力的 大小一般取決于材料的物理——力學(xué)性能及冷加工硬化程度�、帶材厚度及其邊部質(zhì)量。一般單位張力為20 %~70 %σs��。
(3)速度速度 軋制速度的確定��,應(yīng)根據(jù)設(shè)備的能力,在軋機(jī)允許使用的速度范圍內(nèi)盡可能采用高的軋制速度�����,以提高軋機(jī)的生產(chǎn)能力���;同時當(dāng)軋制速度增加時�,軋制壓力相應(yīng)有所減小����。一般第一道次軋制時采用較低的軋制速度,因?yàn)榈谝坏来蔚膲合铝看?,如果再用高速軋制,將使軋輥急劇發(fā)熱����,由于多輥軋機(jī)軋輥冷卻條件較差,將影響軋輥壽命�����;另外��,由于坯料縱向厚度的偏差大���,板形與軋輥不完全符合�,第一道次軋制時要對坯料進(jìn)行調(diào)整�,要求速度較低;同時采用高速大壓下�����,主電機(jī)能力也可能不能滿足�����。
(4)輥形 一般熱軋是采用凹輥來平衡熱凸度�,冷軋則使用凸輥。對于多輥軋機(jī)則具有類似液壓彎輥�、竄輥等多種有效的調(diào)整手段(以二十輥為例)。


股份有限公司")

 湘公網(wǎng)安備43019002002387號
湘公網(wǎng)安備43019002002387號 于我們")
品中心")
應(yīng)用")


系我們")